Laser marking machines, with their efficient and non-contact processing methods, are widely used across various industries. Whether it’s to ensure product traceability, enhance brand value, or guarantee production quality and craftsmanship, the accuracy of laser marking is crucial.
1.What is Laser Marking?
Laser marking is a technology that uses high-energy laser beams to mark the surface of materials. The principle of laser marking involves focusing the laser beam to generate high temperatures on the material’s surface, causing physical or chemical changes, which result in permanent marks. Laser marking can engrave text, numbers, patterns, QR codes, barcodes, and more, making it applicable across a wide range of industries.
Characteristics and Advantages of Laser Marking:
High accuracy: Laser marking can achieve extremely fine lines and intricate patterns with high accuracy. It allows for precise marking in very small areas without affecting surrounding materials.
Permanence: The text and patterns created by laser marking do not fade or wear over time, ensuring that the marks remain clear and precise for long periods. It is resistant to wear and corrosion.
Non-Contact Marking: Laser marking is a non-contact process, meaning it does not physically touch the material’s surface, thus avoiding any unintended scratches or damage.
Wide Applicability: Laser marking machines can mark nearly any material, including metals, plastics, ceramics, glass, wood, leather, and more. Different types of lasers, such as fiber lasers, CO2 lasers, and UV lasers, can be selected for optimal marking on different materials.
High Efficiency and Environmental Friendliness: Since laser marking does not require chemicals or inks, the process is very clean and environmentally friendly. Compared to traditional marking methods, laser marking is faster and more efficient, making it suitable for rapid marking in mass production.
2. Factors Affecting Laser Marking accuracy
2.1 Motion System and Control Software
Generally, the accuracy of laser marking is not related to the light source but is closely linked to the machine’s motion system and control software.
Let’s first understand what the motion system and control software entail.
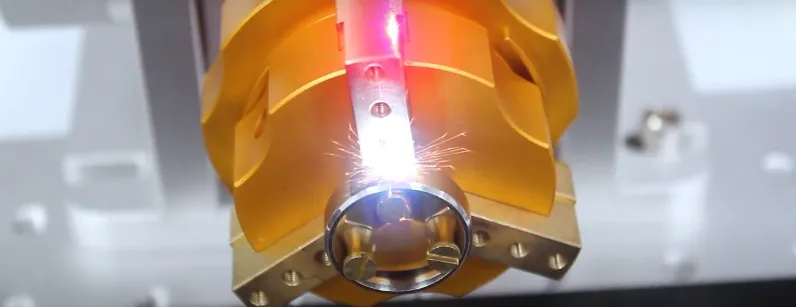
The motion system of a laser marking machine primarily consists of a galvo scanner and an optical adjustment system, often referred to as the galvo system. The galvo scanner is an optical device composed of one or two high-speed oscillating mirrors and drivers. By adjusting the angle of the mirrors, the galvo scanner directs the laser beam along a predetermined path.
Control software converts the design or text to be marked into executable instructions for the galvo system. The software must precisely control the laser beam’s path, speed, power, and marking sequence.
Most common galvo systems are analog and feature open-loop control. Analog galvo systems are controlled by analog signals, typically voltage signals. The galvo mirrors adjust based on changes in voltage, guiding the laser beam’s direction. Open-loop control means the system does not use feedback to monitor or correct the galvo’s actual position. Here’s an example to illustrate this:
If the control software instructs a motor to move at a speed of 1000mm/s, the motor will start operating based on this command. However, in an open-loop control system, the controller does not monitor the motor’s actual speed or position. Therefore, whether the motor truly reaches 1000mm/s is unknown to the system.
High-accuracy galvo systems use digital galvos with closed-loop control. For example, if the control software commands a motor to move at 1000mm/s, the system will detect if the speed is below 1000mm/s and automatically compensate. This example focuses on speed as a marking parameter, but other parameters, such as corner delay, pause time, and endpoint compensation, are also adjusted. The system continuously monitors and adjusts in real-time to ensure actual operations match the intended instructions.
2.2 Laser System Parameters
Laser Beam Quality: The quality of the laser beam is a critical factor in determining the accuracy of laser marking. A high-quality laser beam has a small divergence angle, which means it spreads less as it travels and forms a smaller spot size. This concentration of energy allows the marking machine to achieve finer, more intricate characters and patterns.
Spot Diameter: The spot diameter refers to the smallest point the laser beam can be focused to after passing through the focusing lens. In actual marking, a smaller spot diameter means the laser’s energy is more concentrated, allowing for finer line widths in characters or patterns, thereby enabling smaller and more precise markings.
Laser Power: The power and pulse frequency of the laser also impact marking accuracy. Excessive power or mismatched frequency can cause the material to over-melt or char, affecting the clarity of the marking lines and the accuracy of the edges. Conversely, too low power may result in insufficient marking depth, failing to meet the desired marking requirements.
Pulse Frequency: Higher pulse frequency can lead to smoother and more refined marking results. However, because high-frequency pulses emit laser energy at shorter intervals, the energy per pulse is lower, which can affect the depth and accuracy of the material processing. Lower pulse frequencies can ensure marking depth since each pulse carries more energy. However, because the laser interacts with the material for a longer time, more heat is absorbed, potentially enlarging the heat-affected zone and causing the surrounding material to expand or melt, thus impacting marking accuracy.
2.3 Material Characteristics
Different material properties also affect the accuracy of the laser marking process.
Thermal Conductivity and Sensitivity: The accuracyof marking is closely related to the material, especially those with high thermal conductivity or sensitivity. During the marking process, the heat can cause local melting or softening, with heat spreading to the surrounding area. This heat spread can lead to a marking line width that exceeds the theoretical value, creating a mark wider than the laser spot diameter.
For example, when using a fiber laser marking machine to mark aluminum alloy, a metal with high thermal conductivity, if the target line width is 0.1mm (theoretically the spot diameter), the metal in the marking area will melt, but the surrounding area may also soften or melt due to thermal conduction, resulting in a mark wider than the intended 0.1mm, potentially reaching 0.15mm or more.
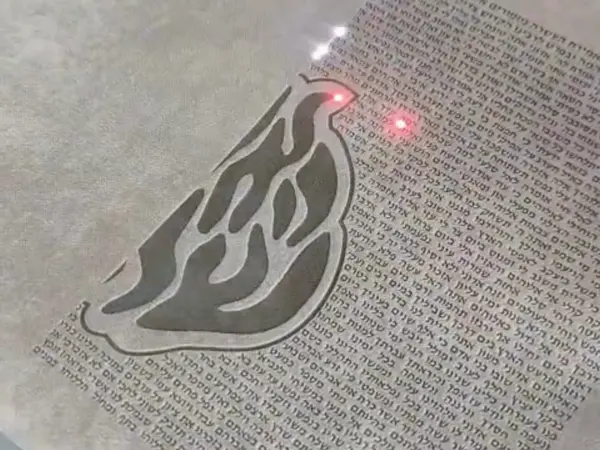
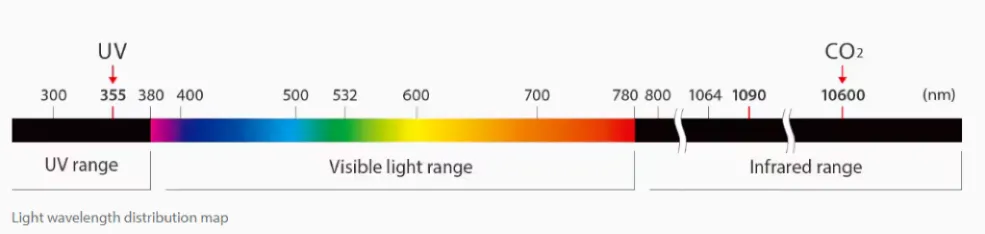
High Reflectivity Materials: Some materials reflect a significant amount of laser energy, reducing the effective energy on the material’s surface and affecting marking accuracy. For example, copper has particularly high reflectivity, especially at the wavelength commonly used by fiber lasers (1064nm), where the reflectivity can exceed 80%. Therefore, when marking high-reflectivity metals like copper, it is advisable to use a UV laser marking machine. UV lasers, with a typical wavelength of 355nm, fall in the ultraviolet spectrum and are more readily absorbed by high-reflectivity materials like copper. Additionally, UV laser marking employs "cold marking" technology, which has minimal thermal effects on the material, resulting in finer and more precise marks.
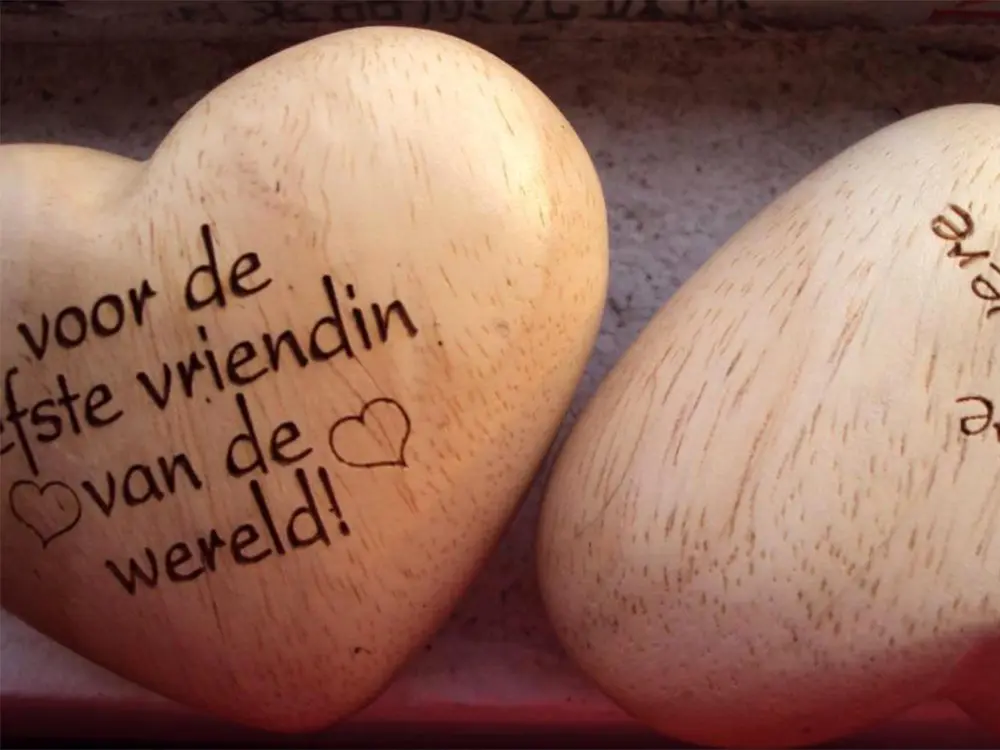
Material Color: Generally, darker materials absorb laser energy more effectively, especially with visible and near-infrared lasers, and scatter less light, resulting in clearer and more precise marks. Conversely, lighter materials have higher reflectivity to laser energy. For example, CO2 laser marking on leather: CO2 lasers can quickly achieve deep marking on dark leather, making them suitable for large-scale production. However, on light-colored leather, the marking process may produce smoke that adheres to the leather's surface. Although this smoke can be easily wiped off, it may slightly affect marking efficiency.
Material Thickness: The thickness of the material significantly impacts laser marking accuracy. Thicker materials may require higher laser power and multiple passes to achieve the desired effect, especially when marking intricate patterns or fine lines. Thinner materials must be carefully handled to avoid deformation or melting due to the laser's thermal effects. Regardless of material thickness, selecting the appropriate marking machine and adjusting the laser parameters are crucial for ensuring clear and precise marking results.
The factors affecting the accuracy of laser marking are interrelated. While the motion system and control software are core determinants, laser system parameters, mechanical stability, and material characteristics also significantly influence the final marking outcome.