Laser welding technology has revolutionized traditional metal joining methods. In one sentence, it is easy, efficient, and cost-effective. So, why not laser welding? Laser weld stainless steel is one of the most popular topics we have discussed lately. Why is laser welding more suitable than traditional methods for joining stainless steel? Does laser welding behave similarly for all types of stainless steel?
To clarify all these confusions, this article will be super handy. We will begin by explaining the six primary steps of “How to weld stainless steel with a laser welding machine.” Later, we will learn how laser welding solves typical SS welding issues of other methods. Subsequently, we will talk about their behavior on various types of SS.
How to Weld Stainless Steel with A Stainless Laser Welder
Laser welding stainless steel is relatively straightforward than TIG or MIG welding. It only involves six primary steps. Based on different requirements, additional steps might be added. The five steps before proceeding to the final welding typically ensure the quality of the weld. If you are a beginner, we always recommend seeking professional assistance. You can also reach out to our customer support team for more information.
Step 1: Prepare the Workpiece
This step typically requires two major sub-steps: surface preparation and proper clamping & fixture. Note that before welding, it is compulsory to clean the surface of your workpiece. Ensure that it is free from oils, rust, and other impurities. Next, using suitable clamps & fixtures properly ensures the workpiece is in place. It is necessary for the accuracy of the welded stainless steel.
Step 2: Select the Right Laser Welding Stainless Steel Machine
Laser welding machine for stainless steel can be of various types. It may come with different laser sources and power levels. Therefore, if you are unaware of these compatibilities, you might face many difficulties during laser welding. Choosing the most compatible laser welding stainless steel machine is crucial. To find the best device, consider the following factors:
- What is the power rating of the device? Can it handle welding thicker materials? Note that Higher-power machines are recommended for welding thicker materials. In addition, laser density is essential for deep penetration in stainless steel.
- The beam quality is also crucial for perfect penetration in stainless steel. Check the beam quality specifications of the machine. Moreover, it also checks for wavelength, pulse duration, and beam delivery systems.
- Does the device come with control features? Can it be automated? Learn more about their advanced automation features. It helps in achieving precision & repeatability.
- Check for adequate cooling systems. Indeed, a machine with efficient cooling systems ensures durability and reliable services.
- Finally, consider the brand’s after-sales services. How often can you contact their customer service team?
These considerations tell you the machine’s capabilities with different types of stainless steel. You can contact our customer service team to learn more about this.
Step 3: Set Laser Parameters for the Chosen Type of Stainless Steel
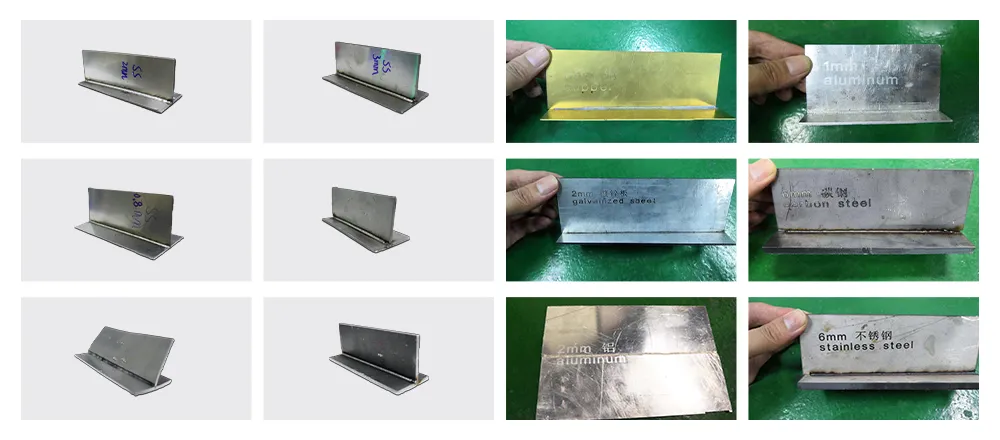
Laser parameters vary based on the different thicknesses of the material. The following table represents a generalized solution for all types of SS from 0.5 to 8mm thicknesses. Note that these values might change based on different brands or machine models. Therefore, we always recommend our customers to follow the guidelines.
Table 1 Stainless Laser Welding Parameters
| Thickness (mm) | Scan Speed (mm/s) | Scan Width (mm) | Peak Power (watt) | Duty Cycle | Frequency | Wire-feed speed (cm/s) |
| 0.5 | 300 | 3 | 260 | 100 | 2000 | 80 |
| 0.8 | 300 | 3 | 300 | 100 | 2000 | 80 |
| 1 | 300 | 3 | 350 | 100 | 2000 | 60 |
| 2 | 300 | 3 | 700 | 100 | 2000 | 60 |
| 3 | 300 | 3 | 1100 | 100 | 2000 | 60 |
| 4 | 300 | 3 | 1500 | 100 | 2000 | 60 |
| 5 | 220 | 3 | 1800 | 100 | 2000 | 50 |
| 6 | 220 | 3 | 2200 | 100 | 2000 | 50 |
| 8 | 220 | 3 | 3000 | 100 | 2000 | 40 |
Step 4: Safety Precautions
A laser welding machine is not a playable tool. Any careless action may bring severe consequences. Therefore, safety precautions are paramount when using this equipment. Various forms of PPE (Personal Protective Equipment) must be used when laser welding stainless steel. These are eyewear, gloves, and appropriate clothing to shield against radiation & splatter.
Step 5: Perform Test Cut
Once you are ready, perform a test cut. In this case, you can take two sample SS plates or pipes to check the machine parameters. It ensures that your inserted parameters in the laser machine are correct. If necessary, you can adjust them as per your requirements. It saves you economically and provides reliable welding in the final part.
Step 6: Welding Stainless Steel
Once you are ready, you can proceed to the final welding process. Here, it would help if you focused on a few factors.
- First, maintain precise control over the laser power and speed.
- Second, the choice & flow of shielding gas protects the weld zone from atmospheric contamination.
- Third, monitor & control the temperature during welding to prevent overheating. It is essential for working with thin or sensitive materials.
- Fourth, after welding, allow the welded piece to cool gradually to avoid rapid temperature changes. It may induce stress and affect the integrity of the weld.
When you are done welding your stainless steel, remove any residual spatter or debris from the welded area. Do not use the welded piece immediately after welding. It may create distortion or damage to the freshly formed joint.
Difficulties Of Welding Stainless Steel And How to Solve Them
When working with traditional welding methods, we often need some help. Luckily, we have laser welding technology that solves these issues. In the following, we will highlight those difficulties and show how laser welding mitigates such matters.
Issue 1: Heat Affected Zone (HAZ)
HAZ sometimes changes the material properties, increasing susceptibility to corrosion and structural weakness. While working with arc welding, the welded area typically experiences more HAZ areas. Laser welding, in this case, produces a minimal heat-affected zone. Its focus laser beam precisely melts the metal at the welding point. The concentrated energy input typically reduces the HAZ.
Issue 2: Corrosion
Traditional welding often compromises the corrosion resistance of stainless steel. You know, stainless steel is prone to corrosion owing to contamination during the welding process. Laser welding minimizes these risks by using a focused and controlled heat source. As a result, it reduces the overall thermal impact on stainless steel.
Issue 3: Thermal Distortion
Thermal distortion means the deformation or changes in the shape of a material caused by heat. In traditional welding, it often happens, especially on thin stainless-steel plates or pipes. Laser welding can deal with all thicknesses without creating thermal distortion. Laser welding is a suitable welding tech for metals with less thickness.
Issue 4: Manual Labors
Traditional welding method often requires manual labor. It also needs skilled labor to perform intricate tasks. Ultimately, it leads to higher production time and investment costs. Conversely, laser welding revolutionizes this aspect. It introduces automation & precision. These devices are handy, lightweight, and easy to carry for handheld laser welding.
Issue 5: Precision
The traditional welding method is undoubtedly less precise than laser welding. Using a focused laser beam precisely melts exactly the point of welding. As a result, it creates minimal HAZ and thermal distortion. Therefore, laser welding is widely popular for its precision in welding.
Issue 6: Environmental Risks
Traditional welding methods often emit hazardous fumes, gases, and particulate matter. It is technically harmful to the environment. The release of metal oxides and welding fumes pollutes air and water. Conversely, laser welding offers a cleaner and more environmentally friendly option.
Behavior of Laser Welding on Different Stainless Steel Materials
Stainless steel can be of various types. The composition of these types is different from each variant. Consequently, laser welding also behaves differently in each of these types.
- Austenitic Stainless Steel is known for its high chromium and nickel content. The 300 series of stainless steel are typically austenitic stainless steel. They are used in applications where high corrosion and temperature resistance are necessary. Well, both pulsed and continuous types of laser welding are suitable for this type of SS. Although, the high heat input may create the precipitation of chromium carbides.
- Ferritic Stainless Steel typically contains some 400 series of Stainless steel. They come with no nickel. In addition, they do not offer as good laser weldability as austenitic stainless steel. As a result, it lowers the joint’s hardness by forming coarse grains in the HAZ region. On the other hand, the HAZ portion may have higher hardness. It means this area is more prone to brittleness.
- Martensitic 400 stainless steel series is more difficult to laser weld than the other two types above. They come with high carbon martensitic grades. Usually, it ranges more than 0.15%. After welding, it may cause high hardness in the HAZ, leading to high brittleness. Therefore, the experts always pre-heat these SS at 650-750°C before welding. It reduces the brittleness in the HAZ.
- Duplex Stainless Steel is typically a combination of austenitic & ferritic stainless steel. You know they are famous for their two-phase microstructure. It primarily contains chromium, nickel, and molybdenum. They are generally suitable for laser welding and can achieve good outcomes.
FAQ
Q1. What is the best stainless steel for laser welding?
Answer: Austenitic stainless steel (300 series) usually is suitable for laser welding. Austenitic stainless steel 316L is the most popular. SS 300 series offers excellent weldability due to its low carbon and high chromium-nickel content.