In the laser cleaning field, fiber lasers are now the best choice for laser cleaning. They offer more reliability, stability, and flexibility.
Now fiber lasers come in two main types: continuous and pulse lasers. They play a key role in both macro and precision material processing. For new laser cleaning tasks, people have different views. Some prefer continuous lasers, while others choose pulsed lasers. Laser cleaning equipment with both laser types is now available. This has left many industrial users confused about their choices.
Continuous Laser vs Pulsed Laser: How to Choose for laser cleaning machines? This article analyzes their features and how to choose for laser cleaning application.
1. Continuous Laser vs. Pulsed Laser: Test Materials
1.1 Choose a Continuous Laser and a Pulsed Laser for Test
We selected two types of laser for test: One is a pulse laser (Model: YDFLP-CL-200-12-A), another is a continuous laser (Model: CW-R-B-W-2000).
The detailed parameters of the two lasers are compared in Table 1.
| Laser Model | YDFLP-CL-200-12-A | CW-R-B-W-2000 |
|---|---|---|
| Brand | JPT | JPT |
| Operation Mode | Pulsed | Continuous & Modulated |
| Wavelength (nm) | 1064 | 1080 |
| Max Peak Power | 60 kW | 2000W |
| Max Pulse Energy | 12mJ | / |
| Repetition Rate | 1-1000 kHz | 10Hz – 20 kHz |
Table 1. The detailed parameters of the pulse laser and continuous laser
1.2 Test Materials
The test samples consisted of two samples, which are two plates, both samples were coated with white paint:
Sample 1: An aluminum alloy plate with dimensions of 400 mm × 400 mm × 4 mm, the paint thickness on sample 1 was approximately 20 μm.
Sample 2: A carbon steel plate with dimensions of 400 mm × 400 mm × 10 mm, the paint thickness on sample 2 was approximately 40 μm.
2. Continuous Laser vs. Pulsed Laser: Test Results
We used the continuous laser and pulsed lasers to test paint removal on both surfaces.
First, by adjusting the pulse width, frequency, and scanning speed, we found the best parameters. Then, we compared the cleaning effectiveness and efficiency under optimized conditions.
2.1 Pulse Laser Cleaning Test
In the pulse laser cleaning test, we set the laser power at 200 W. We used a field lens with a 163 mm focal length. This resulted in a focused laser spot diameter of approximately 0.32 mm. The cleaning area for each test zone was 13 mm × 13 mm, with a hatch spacing of 0.16 mm.
For aluminum alloy surfaces, the pulsed laser scanned each area twice for paint removal.
For carbon steel surfaces, the pulsed laser scanned each area four times for paint removal.
Under the condition of ensuring a 50% overlap rate (both longitudinal and transverse), the effects of pulse width, frequency, and scanning speed (as shown in Table 2) on cleaning performance were investigated.
| 500ns | No. | Number 1# | Number 2# | Number 3# | Number 4# | Number 5# |
|---|---|---|---|---|---|---|
| Frequency (kHz) | 20 | 30 | 40 | 50 | 60 | |
| Speed (mm/s) | 3200 | 4800 | 6400 | 8000 | 9600 | |
| 200ns | No. | Number 6# | Number 7# | Number 8# | Number 9# | Number 10# |
| Frequency (kHz) | 20 | 30 | 40 | 50 | 60 | |
| Speed (mm/s) | 3200 | 4800 | 6400 | 8000 | 9600 | |
| 100ns | No. | Number 11# | Number 12# | Number 13# | Number 14# | Number 15# |
| Frequency (kHz) | 20 | 30 | 40 | 50 | 60 | |
| Speed (mm/s) | 3200 | 4800 | 6400 | 8000 | 9600 |
Table 2
The paint removal results on the aluminum alloy surface are shown in Figure1.
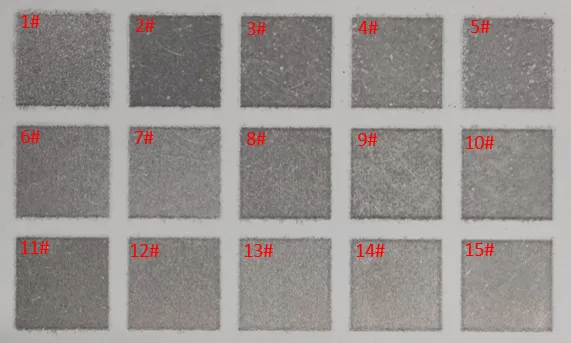
Figure 1.The paint removal results on the aluminum alloy surface
The paint removal results on the carbon steel surface are shown in Figure 2:
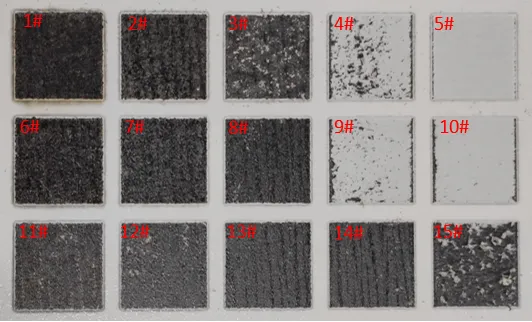
Figure 2. The paint removal results on the carbon steel surface
For aluminum alloy, the optimal paint removal parameters are Number #15.
Parameter Set Number 15# on aluminum alloy surface:
Laser Power: 200 W
Pulse Width: 100 ns
Frequency: 60 kHz
Scanning Speed: 9600 mm/s
Result: Complete paint removal with no observable substrate damage.
For carbon steel surfaces, the optimal paint removal parameters are Number #13.
Parameter Set 13# on Carbon Steel Surface:
Laser Power: 200 W
Pulse Width: 100 ns
Frequency: 40 kHz
Scanning Speed: 6400 mm/s
Result: Complete paint removal with minimal impact on the substrate.
Pulsed Laser Cleaning Test Conclusion:
Under the same frequency, shorter pulse widths were more effective than longer ones in completely removing paint from both aluminum alloy and carbon steel surfaces.
At the same pulse width, lower frequencies increased the risk of substrate damage.
When the frequency exceeded a certain threshold, higher frequencies resulted in poorer paint removal.
2.2 Continuous Laser Cleaning Test
In the continuous laser paint removal test, we set the power at 50% with a 20% duty cycle (equivalent to an average power of 200 W). We used a field lens with a 220 mm focal length, a focused spot diameter of 0.2 mm, and a frequency of 30 kHz. The cleaning area for each test zone was 13 mm × 13 mm, with a hatch spacing of 0.1 mm.
With the same laser power, duty cycle, and frequency, the experiment tested how the different continuous laser scanning speeds affect the cleaning results.
Aluminum alloy surfaces
The continuous laser did 2 repeat scans for removing paint from aluminum alloy surfaces.
For continuous laser cleaning of aluminum alloy surfaces, the cleaning parameters for paint removal are shown in Table 3.
| No. | Number 16# | Number 17# | Number 18# | Number 19# | Number 20# |
|---|---|---|---|---|---|
| Speed (mm/s) | 1500 | 1600 | 1700 | 1800 | 1900 |
| No. | Number 21# | Number 22# | Number 23# | Number 24# | Number 25# |
| Speed (mm/s) | 2000 | 2100 | 2200 | 2300 | 2400 |
| No. | Number 26# | Number 27# | Number 28# | Number 29# | Number 30# |
| Speed (mm/s) | 2500 | 2600 | 2700 | 2800 | 2900 |
Table 3. Test parameters for continuous laser cleaning of paint layer on aluminum alloy surface
For continuous laser cleaning of aluminum alloy surfaces, please see the cleaning effect images below:
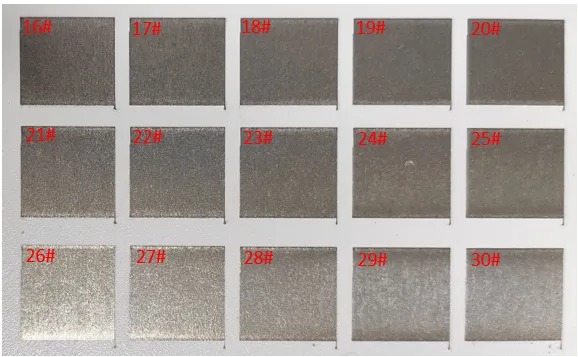
Figure 3. Comparison of Continuous Laser Cleaning of Aluminum Alloy Surface Coating at Different Laser Scanning Speeds
Carbon Steel Surfaces
The continuous laser did 4 repeat scans for paint removal from carbon steel surfaces.
For continuous laser cleaning of carbon steel surfaces, the cleaning parameters for paint removal are shown in Table 4.
| No. | Number 31# | Number 32# | Number 33# | Number 34# | Number 35# |
|---|---|---|---|---|---|
| Speed (mm/s) | 2800 | 2900 | 3000 | 3100 | 3200 |
| No. | Number 36# | Number 37# | Number38# | Number 39# | Number 40# |
| Speed (mm/s) | 3300 | 3400 | 3500 | 3600 | 3700 |
| No. | Number 41# | Number 42# | Number 43# | Number 44# | Number 45# |
| Speed (mm/s) | 3800 | 3900 | 4000 | 4100 | 4200 |
Table 4. Test parameters for continuous laser cleaning of paint layer on carbon steel surfaces
For continuous laser cleaning of carbon steel surfaces, please see the cleaning effect images below:
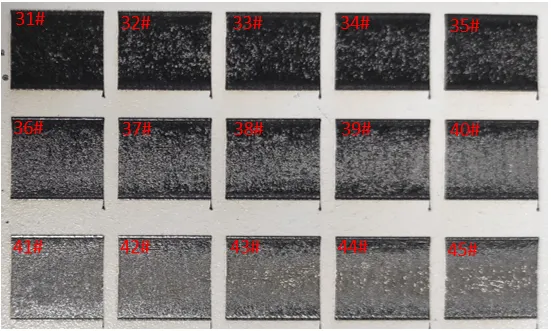
Figure 4: Comparison of Continuous Laser Cleaning of Carbon Steel Surface Coating at Different Laser Scanning Speeds.
For aluminum alloy, the best paint removal parameter setting is Number #21.
This setting can removes paint completely and reduces damage to the material.
Aluminum alloy paint removal optimal parameters (Number #21):
Laser power = 200 W
Frequency = 30 kHz
Scanning speed = 2000 mm/s
For carbon steel, the best paint removal parameter setting is Number 37.
This settings can fully remove the paint while minimizing damage to the material.
Carbon steel paint removal optimal parameters (Number #37):
Laser power = 200 W
Frequency = 30 kHz
Scanning speed = 3400 mm/s
Continuous Laser Cleaning Test Conclusion:
At the same laser power and frequency, a lower scanning speed of continuous laser causes more damage to the base material.
But if the scanning speed is too high, it removes paint less effectively.
3. Continuous Laser vs. Pulsed Laser: Test Results and Analysis
3.1 3. Continuous Laser vs. Pulsed Laser: Macroscopic Cleaning Comparison
Laser Cleaning of Aluminum Alloy
The optimal cleaning effect for pulsed laser cleaning of paint on aluminum alloy are shown in Figure 5a.
The optimal cleaning effect for continuous laser cleaning are shown in Figure 5b.
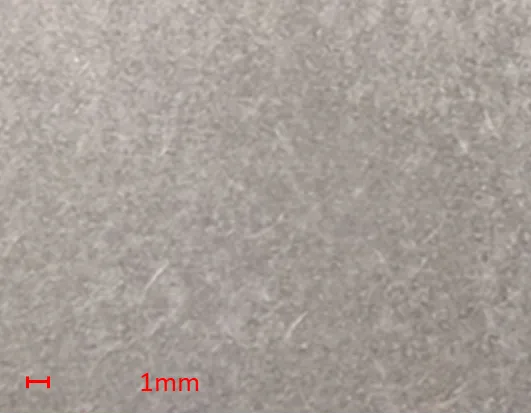
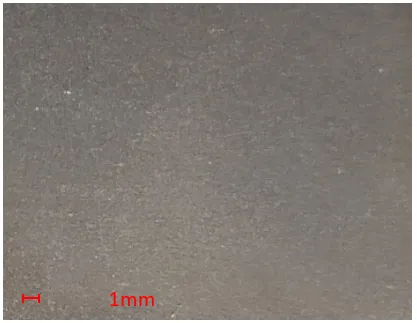
Figure 5a
Figure 5b
Under the Macroscopic view, we can see that after pulsed laser cleaning, the paint was completely removed, leaving a clean metallic white surface with minimal substrate damage.
In contrast, after continuous laser cleaning , the paint can fully removed, but the surface appeared gray-black, with slight melting observed on the substrate.
This indicates that continuous lasers can cause substrate damage compared to pulsed lasers.
Laser Cleaning of Carbon Steel Surface
The optimal cleaning effect for pulsed laser cleaning of the paint layer on the carbon steel surface are shown in Figure 5c.
The optimal cleaning effect for continuous laser cleaning of the paint layer on the carbon steel surface are shown in Figure 5d.
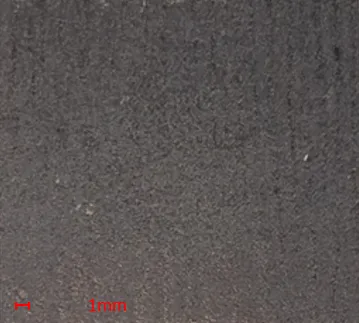
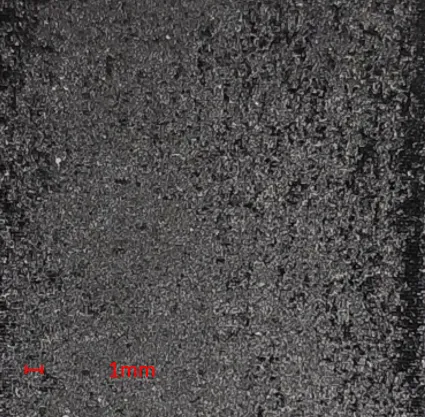
Figure 5c
Figure 5d
Under the Macroscopic view, we can see that for carbon steel, pulsed laser cleaning fully removed the paint, leaving a gray-black surface with minor substrate damage.
In contrast, after continuous laser cleaning, continuous laser cleaning achieved complete paint removal but resulted in a darker surface with visible melting, confirming that continuous lasers cause more substrate damage.
3.2 Continuous Laser vs. Pulsed Laser: Microscopic Surface Morphology
Figure 6a shows that pulsed laser cleaning removed all paint and left no laser marks. The substrate damage was also very low.
Figure 6b shows that continuous laser cleaning also removed all paint but caused significant melting and visible laser patterns.
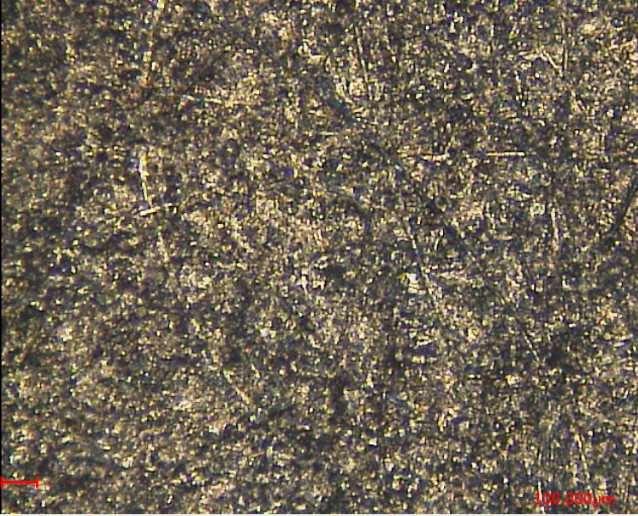
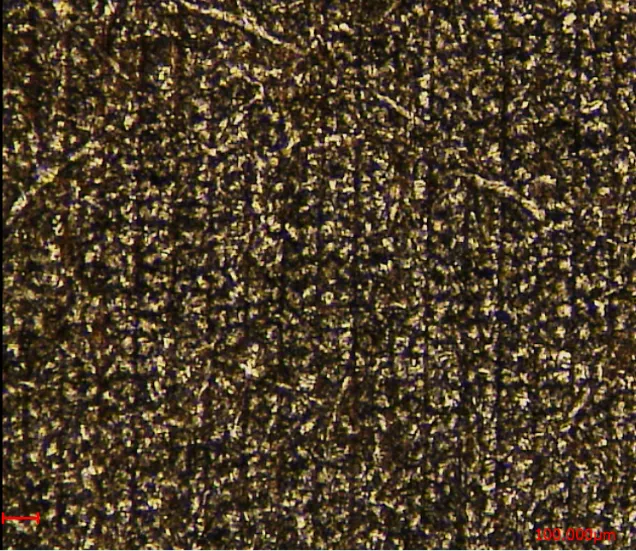
Figure 6a. Microscopic surface comparison after paint removal.
Figure 6b. Microscopic surface comparison after paint removal.
3.3 Continuous Laser vs. Pulsed Laser: Surface Roughness Comparison
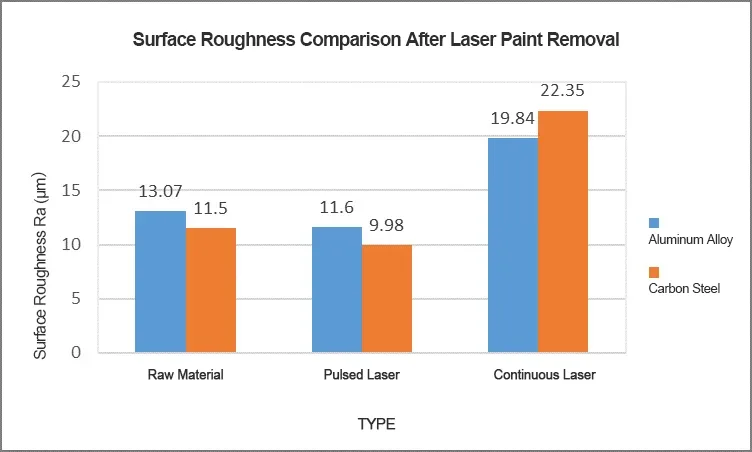
Figure 7 compares post-cleaning surface roughness
For Carbon Steel
After laser cleaning the paint layer on the aluminum alloy surface, pulsed laser causes less damage to the sample, so the surface roughness remains close to the original material. In contrast, continuous laser cleaning causes more damage, making the surface roughness 1.5 times that of the original material and 1.7 times that of pulsed laser cleaning.
Pulsed laser: Roughness was similar to or slightly lower than the original.
Continuous laser: Roughness increased similarly to aluminum (1.5× original, 1.7× pulsed).
For Aluminum Alloy
For carbon steel, pulsed laser also causes less damage, keeping the surface roughness close to or even lower than the original material. However, continuous laser cleaning results in greater damage, increasing the surface roughness to 1.5 times the original material and 1.7 times that of pulsed laser cleaning.
For carbon steel:
Pulsed laser: Roughness was similar to or slightly lower than the original.
Continuous laser: Roughness increased similarly to aluminum (1.5× original, 1.7× pulsed).
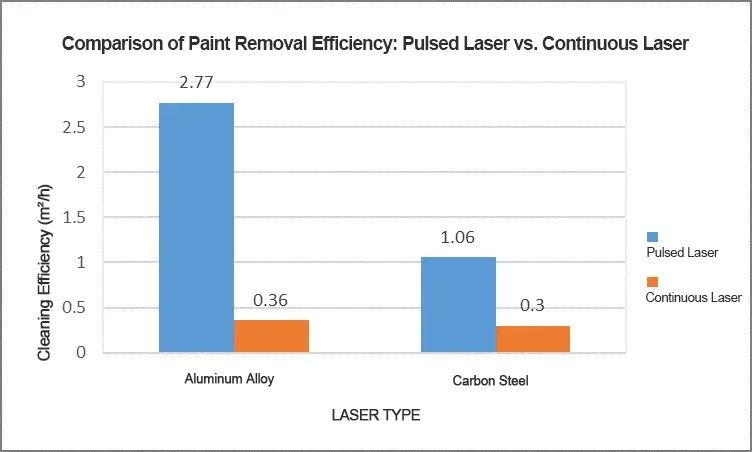
3.4 Continuous Laser vs. Pulsed Laser: Cleaning Efficiency
For Carbon Steel
For paint removal on aluminum alloy surfaces, pulsed laser is much more efficient than continuous laser, with a removal rate 7.7 times higher. The cleaning efficiency is 2.77 m²/h for pulsed laser and 0.36 m²/h for continuous laser.
Aluminum alloy: Pulsed laser efficiency (2.77 m²/h) was 7.7× higher than continuous laser (0.36 m²/h).
For Aluminum Alloy
For paint removal on carbon steel surfaces, pulsed laser is also more efficient, 3.5 times higher than continuous laser. The cleaning efficiency is 1.06 m²/h for pulsed laser and 0.3 m²/h for continuous laser.
Carbon steel: Pulsed laser (1.06 m²/h) was 3.5× more efficient than continuous laser (0.3 m²/h).
4. Conclusion
Tests show that both continuous and pulsed lasers can remove paint from the material surface, achieving a cleaning effect, but:
Pulsed lasers offer higher efficiency, better heat control, and minimal substrate damage—Pulsed lasers are ideal for precision applications (e.g., molds).
Continuous lasers are cost-effective but require higher power to match efficiency, increasing thermal damage. Continuous lasers are Suitable for large structures (e.g., pipelines) where minor substrate damage is acceptable.
Thus, pulsed lasers and continuous lasers have fundamental differences in their applications.
When high precision is needed, choose a pulsed laser. This choice is important for applications where you need to control the substrate temperature. Also, it’s crucial that the substrate, such as molds, remains undamaged.
A continuous laser is a good choice for big steel structures, pipelines, and similar uses. The volume is large, heat goes away fast, and damage to the base isn’t a big worry.